





















All Products
-
 Syed Rashid Ahmed ButtShaanxi Chengda Industrial Furnace Co., Ltd. completed the commissioning of electric arc furnace, the workers carefully cooperated with Chengda engineers to learn and operate the equipment, showing the deep friendship and excellent cooperation between the people of China and Pakistan.
Syed Rashid Ahmed ButtShaanxi Chengda Industrial Furnace Co., Ltd. completed the commissioning of electric arc furnace, the workers carefully cooperated with Chengda engineers to learn and operate the equipment, showing the deep friendship and excellent cooperation between the people of China and Pakistan. -
 AboubacarAfter more than 1 month of intense production and debugging, 2 sets of heat exchange flue gas settling chamber equipment has been successfully put into operation ~ All the personnel involved in the project have worked hard! ~
AboubacarAfter more than 1 month of intense production and debugging, 2 sets of heat exchange flue gas settling chamber equipment has been successfully put into operation ~ All the personnel involved in the project have worked hard! ~ -
 Ji-hwan【 Warm congratulations 】 Shaanxi Chengda Industrial Furnace Manufacturing Company in South Korea, North Chungcheong County precious metal smelting furnace equipment installation and careful manufacturing and strict commissioning, looking forward to the future in more fields to achieve mutually beneficial win-win cooperation!
Ji-hwan【 Warm congratulations 】 Shaanxi Chengda Industrial Furnace Manufacturing Company in South Korea, North Chungcheong County precious metal smelting furnace equipment installation and careful manufacturing and strict commissioning, looking forward to the future in more fields to achieve mutually beneficial win-win cooperation!
Contact Person :
Du
Phone Number :
13991381852
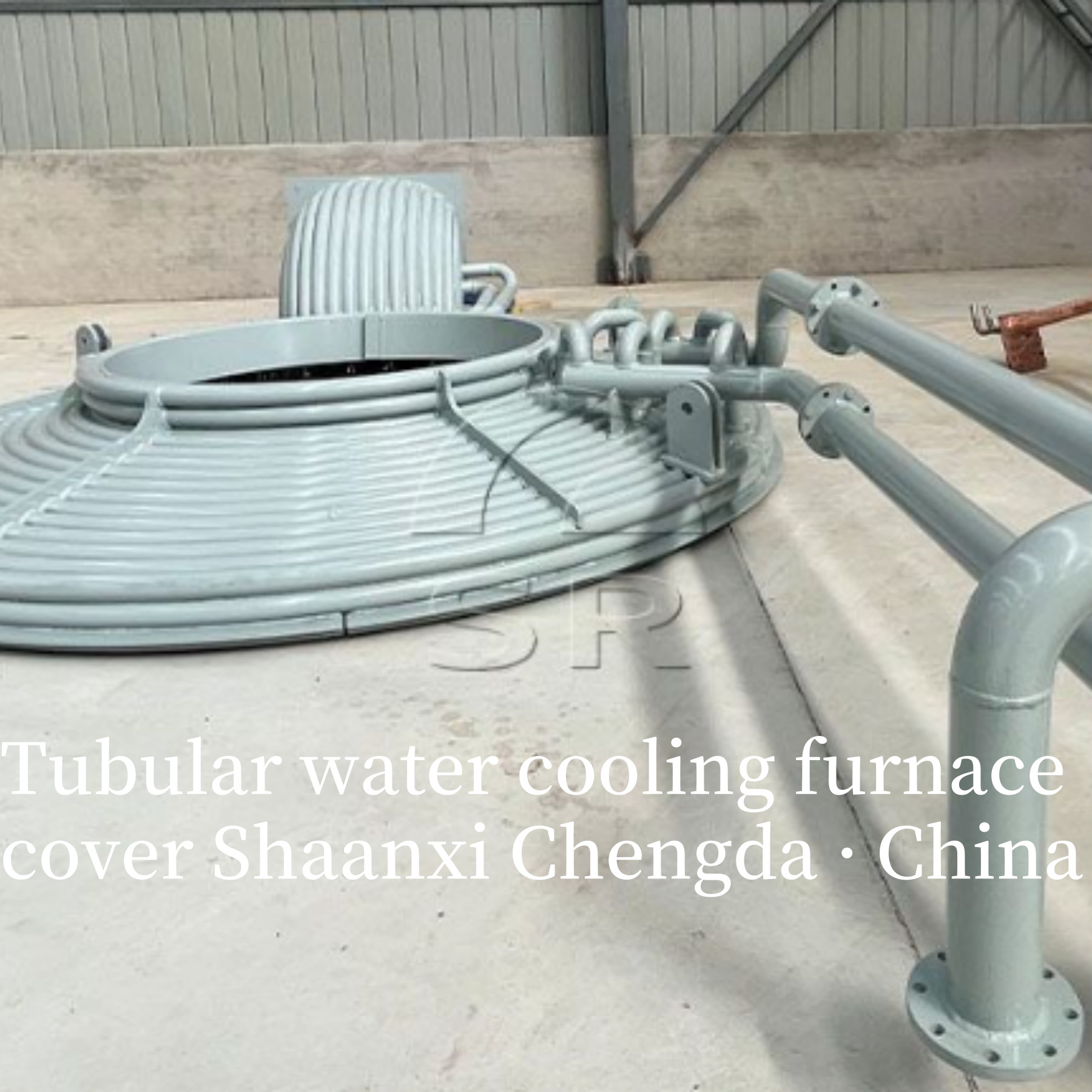
Shaanxi Chengda Type Tubular Water Cooling Furnace Cover for Industrial


| Place of Origin | Shaanxi, China |
|---|---|
| Brand Name | Shaanxi Chengda |
| Certification | ISO9001 |
| Model Number | water cooling furnace cover |
| Minimum Order Quantity | 1set |
| Price | Price and specific model specifications can be agreed upon. |
| Packaging Details | Discuss according to the specific requirements of Party A |
| Delivery Time | 2~3 months |
| Payment Terms | L/C,D/A,D/P,T/T,Western Union,MoneyGram |
| Supply Ability | Complete production supply chain, supply on time, and meet quality standards |
Product Details
| Brand Title | Shaanxi Chengda | Application | Electric Arc Furnace、Burried Arc Furnace |
|---|---|---|---|
| Country Of Origin | Shaanxi, China | Factory Configuration | New |
| Highlight | Industrial Water Cooling Furnace Cover,Industrial Tubular Water Cooling Furnace Cover |
||
Product Description
New type tubular water cooling furnace cover
Type Tubular Water Cooling Furnace Cover for Electric Arc Furnace
1. Core Design Features & Working Principle
Key Design Characteristics
Working Principle
2. Material Selection for Key Components
3. Key Technical Parameters (Typical for 100t Steelmaking EAF)
4. Application Advantages & Suitable EAF Scenarios
Core Application Advantages
Suitable EAF Scenarios
5. Daily Maintenance & Fault Prevention
Routine Maintenance (Per Shift)
Common Faults & Solutions
The water cooling structure in the furnace cover is composed of a number of tightly arranged seamless pipes.
Each steel pipe is round. The water-cooled furnace cover of this structure is not easy to leak and easy to maintain.
The water cooled furnace cover of electric arc furnace adopts tubular frame water cooled furnace cover, and the water cooled cover is designed in two halves for easy replacement and transportation.
The water-cooled furnace cover comprises a tubular frame, a water cooling fast on the left half cover, a water cooling fast on the right half cover, a lime charging device, and a water-cooling support ring on the central small furnace cover. The tubular frame is made of seamless steel pipes, which are not only used as the strength requirements of the structural parts, but also as the main inlet and return water pipes. Connect all cooling water circuits through the main inlet and return pipes. The left and right half water cooling blocks are connected to the frame by bolts, and the water cooling fast forward and return water are connected to the main inlet and return water pipes by branch steel pipes to cool the two half water cooling blocks.
The lime charging device is installed on the furnace water cooling cover. The device is composed of a receiving hopper, a chute, etc. The lower part of the chute is designed as a water cooling structure. When no lime is added, the sluice valve is closed to prevent the flue gas from overflowing from the lime charging device.
The water-cooled support ring of the central small furnace cover is made into an inverted cone structure, and water cooling is also adopted. The water inlet and return pipes are connected to the main water inlet and return pipes.
Partial plane diagram of tubular water-cooled furnace cover:
![]()
Recommended Products